
储物柜一般分为家庭储物柜和商务储物柜等,主要用来方便人们的使用,存储不同的物品,分门别类。而且对于空间较小的家庭或者宿舍来说,更是必备物品,能够充分利用好空间来容纳较多的生活物品,而且也能够很好的装饰人们的居家环境。
家庭储物柜一般是放在像阳台或储物间,放一些利用率不高的东西比如过季的衣服被褥等,主要的功能就是收纳杂物功能。以下以家庭木质储物柜为例简单讲解家具从最初的设计构想到产品加工、成品包装、运输、组装的全过程。以储物柜柜门为例详细讲解柜门的生产工艺并组织工艺流程。
1、储物柜生产加工全过程浅析
文件柜的生产加工全过程起始在于设计构想上,构想成熟后进行草图绘制(图1-1),然后进行调查,验证可行性后开始绘制CAD设计图纸,并做效果图(图1-2),CAD设计图纸要想用于车间的加工则需拆分成单个部件适应于加工的图纸,并向机加车间下加工料单(产品用料明细表),向五金组下五金件料单(五金列表)。车间在接到加工任务时,依据该产品生产工艺逐个部件进行生产加工,加工为半成品进行砂光打磨,在成品包装之前需要进行白茬试装以检验产品的孔位、结构问题。无问题后则进行修色、喷漆、擦油、打磨等工序。经块检检查合格后方可进行包装,包装时严格依据据打包方式(储物柜打包方式)来操作,分部件进行打包。纸箱应注明唛头、日期等必要的信息,放置五金件的纸箱应用红白绳等特别标注,箱内需放置文件柜的组装说明书、保养说明等。打包成品后需由质检员依据抽样计划AQL2.5及技术文件,进行抽样检验,最终检验合格后,方可发货。运输可采用货运或集装箱运输,装箱时配有装箱图。
以上是一个产品由最初设想到最终成为商品简单的一个生产过程。
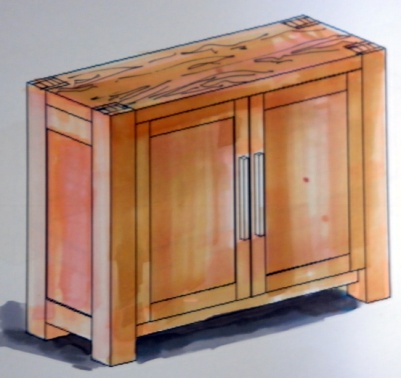 图1-1储物柜手绘图
图1-1储物柜手绘图

图1-2储物柜效果图
2、储物柜柜门的生产工艺流程
以储物柜柜门(图2-1)为例详细说明其生产工艺。
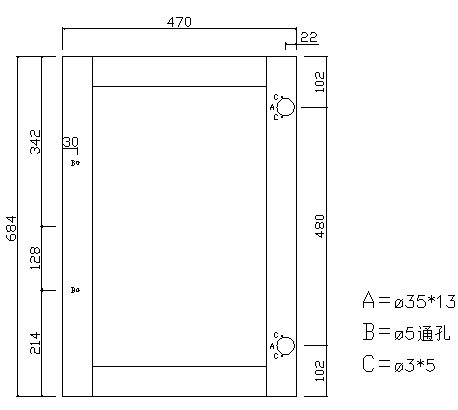
图2-1柜门各项参数
2-1储物柜柜门的组成
柜门由一对门边、一对码头、一块门芯板组成,加工时分成各部件进行然后由合框机合框而成。每道工序在批量加工之前都需要调整机器依据正确版本的图纸及技术文件进行首块检,经车间质检员或工艺员检查首块部件各项尺寸都符合图纸要求时填写合格标签方可批量加工。此时首块部件应放置在机台附近作为参照,隔段时间就应把新加工出来的零件与首块检对比参照,直至加工结束之后,转序之前将首块检验标签取下,操作者自行保存。(由于首块检标签上标有跟号,可以证明操作人在此跟单上有工作记录,一但跟单丢失可以起到证明作用。)
从头道工序开始就需要填写产品质量跟单,这张跟单将记载家具从方材到成品包装的整个产品信息与工艺流程,也作为工人结算工资的依据。
2-2部件加工工艺
门边加工工艺:门边设计尺寸为684×60×18mm,车间在加工时使用半成料,方材的长度为1m到2m不等,宽度一般为67mm左右,厚度为22mm,先经推台锯截成710×67×22mm左右的方材。
转序经修边锯(自动单片纵锯机)将方材宽度截成65mm或66mm。(注意:有的方材宽度不足65MM需要将其甩出,等批量加工完后再调机器尺寸进行单独加工,提高生产效率)。
转序经四面刨扒槽,刨成宽度61mm,厚度19mm,槽深11mm,槽宽5mm。(注意:摆放时注意槽向上。为了码垛牢固且方便数数,竖着摆放十个一摞然后横向摆放十个一摞。木材材质不美观或发现有腐朽的挑出来单独放在一边,杜绝流通到下道工序。)
转序经双端截(精截)截成685mm左右的长度(留1mm用在窜带式砂光机磨边工序上),上料时注意用手和小臂托料,每次最多上5落料(根据产品的宽度确定放料的块数,127mm以上一块,127mm的放两块,88.9mm放四块,小于88.9mm放五块,放时平铺在履块带之间,放料时槽冲外,背部冲锯的那端。)
转序经砂光机进行砂光,对门边的宽度进行砂光,槽的背面砂两次,一次将砂光机调成60.4mm,第二次调成60.1mm。然后在砂槽的背面,砂光机调成59.9mm,砂去大约20道左右。(1cm等于100道。砂光机的两道砂带分别为120#与150#,两道砂带型号不能跳跃太大,以免产生跳砂,初次砂光为30-40道,第二次砂光20道,背面砂光20道。)
码头加工工艺:在进行砂光前,码头与门边生产工艺一致,砂光后,码头需转到立式镂铣机开榫,榫的尺寸为10×49×5mm,预留1mm抹胶。
合框:砂光好的门边和码头经过选料员进行选料。选料时注意选颜色相近,纹理相似的两个门边或码头放到一起,槽冲外,较好的一面用铅笔标识表示正面,之后拉至合框区等待合框。
合装之前要进行门芯板的选择,选择时注意正反面,正面粉笔做标识(与做标记的门边、码头组合),朝上落成一摞,方便手工预合框。
合框时注意门边与码头的顺序摆放。抹胶时注意:门边在槽的一面抹三处(两边和中间),两边抹胶面积达到码头横断面宽度即可。码头在两边开榫处抹胶,合框时先由工人进行预合框,动作要干练、利索,预合框后转为合框机精准合装,操纵机器切勿过猛,合装后在门边与码头接合处射俩钉。门边码头采用圆棒榫接合时,需将钉射在结合的木榫上。精准合装后结合部位挤出的胶需用抹布沾热水清理干净。

转序经立带窜动式磨光机砂光,主要砂光部位为门框与码头胶合部位,一是为了把胶接部位磨平,多余的胶磨掉;二是为了满足尺寸要求,门边两头各砂40-50道,即685mm-1mm,满足尺寸684mm的要求 ,为了保证在砂光过程中,整个门子归方,需在左侧固定垂直与砂光带的模具,门框应靠在磨具上进行砂光。
砂光后转序拉至三排钻处,对门把手孔位进行打孔(背面打孔)。
转序拉至吊钻处,打门铰链的孔位(背面打孔)。
转序拉至单轴立铣对门正面进行倒棱。(注意:倒棱时门正面朝下,倒四边,可同时三个门进行作业)
转序拉至砂光机进行最后砂光。
转序拉至半成品车间进行修色(减少木材之间的色差),然后喷硝基漆封住颜色,再根据需求擦涂植物油,完成门子的生产加工。

另外,表面涂饰的工艺环境应注意一下问题。油漆供应商一般都会给家具生产商提供相应的生产工艺标准。这些标准往往对温度有下限要求,但也不可以过高,温度过高就会使漆层表面很快干燥,但漆层下面不干,在涂饰的家具部件表面形成“假干”现象。油漆涂饰区域应特别注意通风换气以保证空气的流动,及时排出大量挥发的溶剂,并保持空气清洁,无灰尘。

2-3家具的包装,存储与安装
家具的各部件完成之后,要由车间质检员进行包装前的检查,如果不合格则返回相应工序进行修补处理,检查合格的部件也应由车间质检员进行试装,主要检查板式家具的各个孔位是否符合图纸要求,有没有打偏,偏多少,在不在误差范围之内。这项工作非常重要,牵扯到顾客购买的家具能不能组装起来的问题,一切检查无误后方可包装,所以这是对产品质量最后的把关。为了运输和贮存的方便并节约成本,现在家具企业一般采用平板式包装。每个包装箱内配备整套的五金件、连接件、安装工具和一份详细的安装说明书,普通顾客根据安装说明书,就可对家具进行安装,无需请专业人员。
以柜门为例简要叙述安装步骤。安装时需要五金件为:拉手(图2-2)、拉手螺丝(M4×22mm,图2-3)、大曲铰链(¢26两孔,图2-4)、自攻钉(¢4×16,图2-5)。
门把手和门铰链安装方式如图4-6、图4-7所示。
 图2-2门拉手
图2-2门拉手

图2-3拉手螺丝
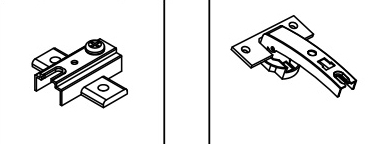
图2-4大曲铰链

图2-5 自攻钉
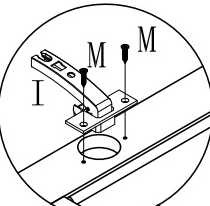
图2-6铰链安装示意图
图2-7门把手安装示意图
安装后,门缝间隙需要通过铰链进行调节,直至达到柜子整体最佳效果。铰链调节方法如图2-8、图2-9、图2-10所示。
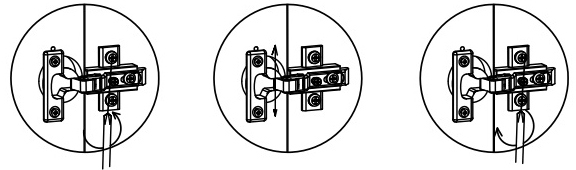
图2-8上下调节
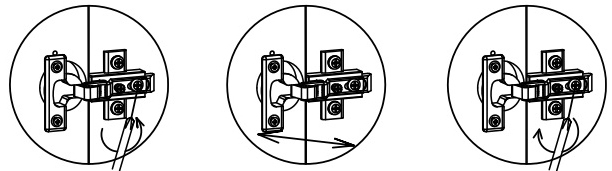
图2-9深浅调节
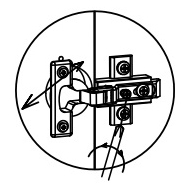
图2-10左右调节
